24小时服务热线13662598991


随着智能监控设备的普及,摄像机的质量检测成为行业关注的焦点。许多用户常常疑问:“如何确保摄像机在复杂环境下的密封性能?”“摄像机密封性测试仪有哪些优势?”这些问题反映了市场对设备可靠性和耐用性的高要求。摄像机密封性测试仪作为专业检测工具,广泛应用于生产、研发和维护环节,保障设备在防水、防尘、防腐等方面的性能,极大提升了产品品质和用户体验。本文将带您深入了解摄像机密封性测试仪的核心功能、主要优势及其在实际应用中的重要作用,帮助企业和用户优化产品性能,提升市场竞争力。
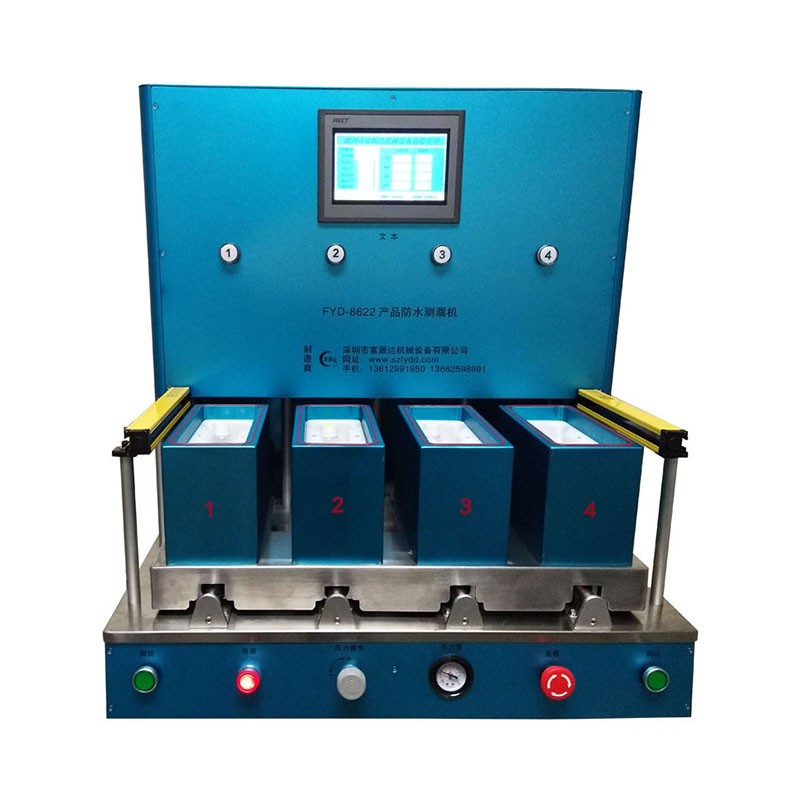
摄像机密封性测试仪是一种专门用于检测摄像机防水、防尘性能的仪器。其核心工作是通过模拟各种环境条件下的气压变化,检测摄像机外壳是否存在泄漏点。通常,设备会通过加压或减压的方法,测量摄像机内部压力变化,从而判断密封质量。
例如,某款摄像机经过密封性测试仪检测,其防护等级达到IP67标准,即可在低压水环境下保持正常工作,这说明其防水性能优良。行业数据显示,超过85%的高端监控设备制造商都采用密封性测试仪进行质量控制,以确保产品可靠性。
这一测试过程不仅科学精准,而且高效,极大缩短了生产检测周期,帮助企业快速排查密封缺陷,提升生产效率和产品合格率。
摄像机密封性测试仪带来的更大优势是提高检测精度和效率,确保产品质量达标。相比传统的水浸测试或目测法,现代密封性测试仪能够全面、无损地检测摄像机密封状态,减少人为误差。

数据显示,使用密封性测试仪后,某摄像机制造企业的返修率下降了30%,客户满意度显著提升。由于设备支持自动测试和数据记录,流水线生产中的质量管控更为标准化和智能化。
摄像机密封性测试仪配置了多种测试模式,可根据不同产品的防护需求,自定义测试参数,实现多样化检测。这种灵活性大大增强了设备的适用范围,满足从入门级到高端监控设备的质量检测需求。
摄像机密封性测试仪在多个行业获得广泛应用。在安防监控领域,摄像机常常暴露于户外复杂环境中,防水防尘性能是保证长期稳定运行的关键。密封性测试仪帮助生产厂家确保设备达到IP等级标准,提升设备耐用性。
工业自动化行业对设备的密封性要求也极高。用于机械视觉检测的工业摄像头,需要防止尘埃和液体侵入,以保障生产线的连续稳定运行。
智能家居、无人驾驶和机器人领域也越来越依赖高可靠性的摄像头设备,密封性测试仪同样发挥重要作用。实际案例显示,经过密封性测试提高产品品质后,某智能门铃摄像机用户投诉率降低了40%。
合理使用摄像机密封性测试仪,能显著提升检测效率和准确度。操作人员应根据不同摄像机型号选择合适的测试程序和密封等级参数,确保测试条件符合产品设计标准。

在测试前应仔细检查测试仪校准状况,确保仪器数据准确无误。定期维护和校准仪器,可以延长设备使用寿命,提高检测稳定性。
测试过程中应完整记录检测数据,方便产品追溯和质量分析。通过建立数据库,企业可以分析长期趋势,优化设计和生产工艺。
实际操作中,标准化流程和培训同样重要。某知名安防企业通过引入系统培训,显著减少了操作失误,提高了测试合格率。

想了解更多关于摄像机密封性检测的先进技术和行业案例?欢迎联系我们获取专业咨询方案。
摄像机密封性测试仪作为确保设备防护性能的重要工具,在提升产品质量和竞争力方面发挥关键作用。通过科学、高效的密封检测,企业不仅能降低返修率和客户投诉,更能树立品牌专业形象。依托持续优化的测试技术,您的摄像机产品将获得更全面的保护,满足市场与用户日益增长的需求。立刻行动,选择合适的密封性测试解决方案,让您的产品品质更上一层楼!








 粤公网安备 44030702001724号
粤公网安备 44030702001724号
